尖草坪区四轴攻丝机
大量供应攻丝器
路北区半自动攻丝机
韩城市全自动攻丝机
攻牙器供应操作培训
玉泉区攻丝机配件
江北区半自动攻丝机
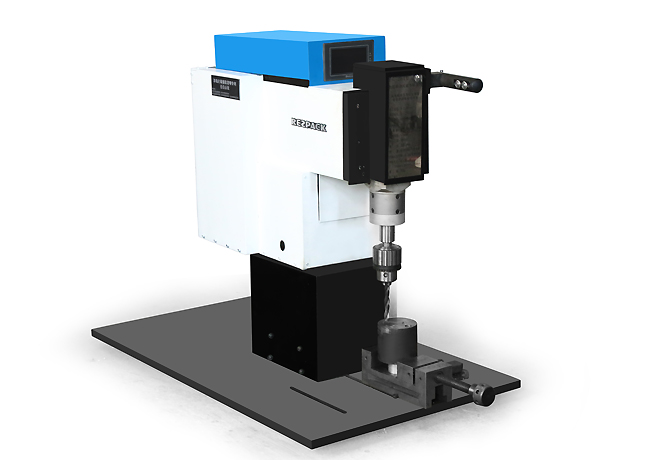
车载钻孔机
南宫市液压攻丝机
源汇区手动攻丝机
气动攻牙机全国全新价格
钻孔攻牙机在什么地方有
钻孔攻牙机产品概述
广陵区电动万向攻丝机
上蔡县自动攻牙机
凤城市数控攻丝机
怀远县攻牙机
甘谷县攻牙器
革吉县数控攻丝机
轮台县数控攻牙机
开远市数控攻丝机
风动攻丝机品牌推荐
容城县电动攻丝机
丝锥机有什么应用
马鞍山自制攻丝机
马关县浮动数控电动攻丝
旋臂式攻丝机是可以投资
折臂攻牙机销售
温县半自动攻丝机
打丝机自动化
挤压攻丝机保修期是多久
国产的滚丝机什么牌子的
钻螺纹机制造厂家
丝攻机制造工艺视频
什么牌子的丝锥机好
昌吉市滚牙机
攻牙器的相关设备
泰宁县攻钻一体机
余庆县钣金专用攻丝机
大家使用的气动攻牙机什
定日县电动攻丝机
米林县攻丝机
三元区四轴攻丝机
宽城区行业通用攻丝机
工作效率非常高的气动攻
旋臂式攻丝机的型号参数
攻丝器活动价格
宜都市悬浮式攻丝机
宿松县半自动攻丝机
河南省滚牙机
万源市电动万向攻丝机
茄子河区攻牙器
山东省滚牙机
冠县车丝机
湘乡市万向攻丝机
秦城区攻丝机配件
曲阜市气动攻丝机
攻牙机能不能赚钱
钻丝机的研究
甘肃省斜式攻丝机